

Gases for Life
COVER STORY
Bridge to the future of production
By Editorial Team
Not that long ago, 3D printing still had a definite futuristic air about it. Today, it has already become standard in some areas and is even possible with metallic materials. As is so often the case, (almost) nothing is possible without gases.
Gases for Life
COVER STORY
Bridge to the future of production
By Editorial Team
Not that long ago, 3D printing still had a definite futuristic air about it. Today, it has already become standard in some areas and is even possible with metallic materials. As is so often the case, (almost) nothing is possible without gases.
A world premiere took place in Darmstadt last autumn. For the first time ever, a steel bridge was constructed in the open air using 3D printing. Admittedly, the watercourse that had to be bridged wasn’t exactly the Amazon – just an artificial stream in the grounds of the University of Technology. And the three-metre span meant that the bridge was of a fairly manageable scale.
But in addition to the first ever such construction anywhere, the bridge also demonstrated the success of a new process. While virtually all 3D processes involve a vertical operation from bottom to top, here the material was also added horizontally, i.e. from the side. “Only thanks to this fact were we able to complete the entire construction on site,” project manager Thilo Feucht, a research assistant in the field of steel construction, explains: “The new method gives us additional construction options, including for considerably larger structures.”
Metal drops as basic material
The beginnings of 3D printing – also known as additive manufacturing in technical jargon – go back to the 1980s. Initially the process was limited to plastics and primarily used to make prototypes and moulds. However, since the beginning of this century, it has increasingly been used in mass production. In recent years, its use has also been extended to metallic materials. It has since become a standard production process in more and more sectors and fields of application.
Metals are processed in the form of powder or wire in 3D printing. While the wire is usually the equivalent of conventional welding rods, producing the powders is more involved and requires the use of special methods. In most cases, this involves molten metal being injected through a nozzle and transformed into fine droplets. “The spherical form of the particles ensures a free-flowing powder,” Dr Dirk -Kampffmeyer, a welding and additive manufacturing expert at -Messer, explains. “In many processes, this is a crucial -prerequisite for effective processing of the powder.” To prevent oxidation of the hot metal, it is pushed through the nozzle by an inert gas – usually argon – at high pressure.
Juliane Keppler, working student at TU Darmstadt, monitoring the 3D printing process via a control panel.
Powder bed, spraying and wire feed
The finished powder enters the powder bed, a container with a bottom able to be lowered. The powder is introduced in layers. A computer-controlled laser or electron beam heats the powder at specific points. This triggers a kind of sintering process, whereby the powder is turned into a solid form. When a layer is finished, the bottom is lowered by the thickness of a layer. New powder is then applied, and the next layer is sintered onto the one below it. Workpieces are thus produced layer by layer. Powder bed processes can achieve high levels of accuracy, often making rework unnecessary. The main limitation concerns the dimensions of powder beds, with the largest ones measuring 80 by 40 centimetres. Powder spraying is not affected by this limitation. With this technique, the metal powder is sprayed through a nozzle into a laser beam – again argon is the main gas used. Melted by the laser, the powder is deposited on a base as a “bead”. This technique is generally used in conjunction with a tilt & turn table. The component is given its specific form by tilting and turning the base underneath the fixed nozzle.
Instead of using a powder, another possibility is to feed a wire into the laser beam. Wire is much more straightforward and less expensive to produce than metal powder. The latest developments feature a coaxial wire feed mechanism that facilitates directional independence, just like with powder spraying. This involves a split laser beam being merged again in the melting zone. The use of wire can make additive manufacturing cost-effective even for components well below the high-end price segments.
Quality and welding know-how
The latter applies all the more to Wire Arc Additive Manufacturing (WAAM). In principle this process corresponds to the tried and tested MIG/MAG welding method. Instead of putting down a single weld, the welding robot proceeds on a bead-by-bead, layer-by-layer basis to produce a three-dimensional object. This process was also used by the bridge-builders in Darmstadt. According to Thilo Feucht, their raw material was a “common-or-garden welding wire” no different from common structural steel. Incidentally, the trick to adding liquid metal from the side without it dripping down is to time the phases correctly: “The material has to cool down before new metal is added. We therefore assembled the entire bridge from individual weld spots at one-second intervals.”
Almost all welding and sintering processes have one thing in common: they can only achieve the required quality in an inert gas atmosphere. “This is where our specific know-how comes into play,” Dr Bernd Hildebrandt, head of the welding and cutting application area, emphasizes. “We have a good understanding of the interaction of the various metals and alloys on the one hand and the gases and gas mixtures on the other. The desired result can only be achieved if both are combined in the optimal way. Here we can provide comprehensive advice to our customers.”
To ensure that we always do this on the basis of state-of-the-art technology, Messer is also a network member of the Aachen Centre for Additive Manufacturing, along with some of the biggest car manufacturers and automotive component suppliers as well as other technology leaders in metal 3D printing. Furthermore, Messer takes part in the Formnext trade fair every year, where additive manufacturing experts from all over the world meet. Dr Kampffmeyer: “Additive manufacturing complements conventional metalworking processes and will replace some of them. As gas experts, we are at the forefront of this development.”

Shielding gas for overhanging structures
Interview with Thilo Feucht, Maren Erven and Christopher Borg Costanzi (from left to right), Steel Construction Department, TU (Technical University) Darmstadt
3D printing with metal – the most important processes
Powder bed (L-PBF / EBM)
The metal powder is sintered in layers with a laser or electron beam. Any geometry is possible, plus the process is very accurate, with little or no rework required. The disadvantages are limited object size (max. approx. 50x50 cm) and the relatively slow and cost-intensive printing process.
LMD with wire feed (LMD Wire)
With this method, the wire is fed into a split laser beam and melted by it. The process is similar to powder spray and correspondingly economical.
Powder spray (LMD Powder)
Here metal powder is sprayed into a laser beam and melted in it. Compared with the powder bed, this process is quicker and more economical, but less precise. Larger objects can be printed, but with limitations in terms of geometry.
Wire Arc Additive Manufacturing (WAAM)
In principle, Wire Arc Additive Manufacturing corresponds to the MIG/MAG welding process. It is suitable for large objects, with lower precision, but rework may be required. The process is economical and quick.
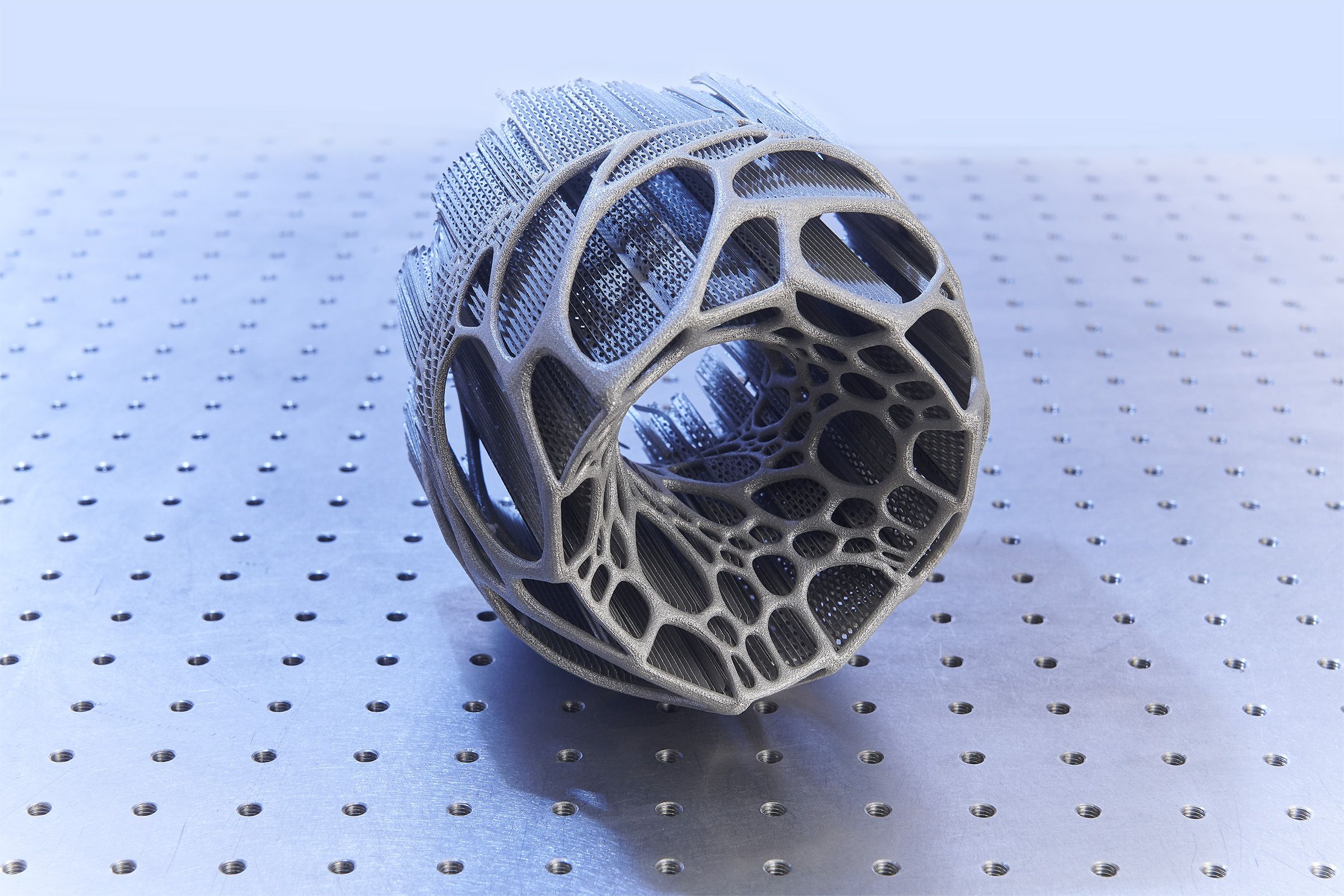
3D component from a powder bed
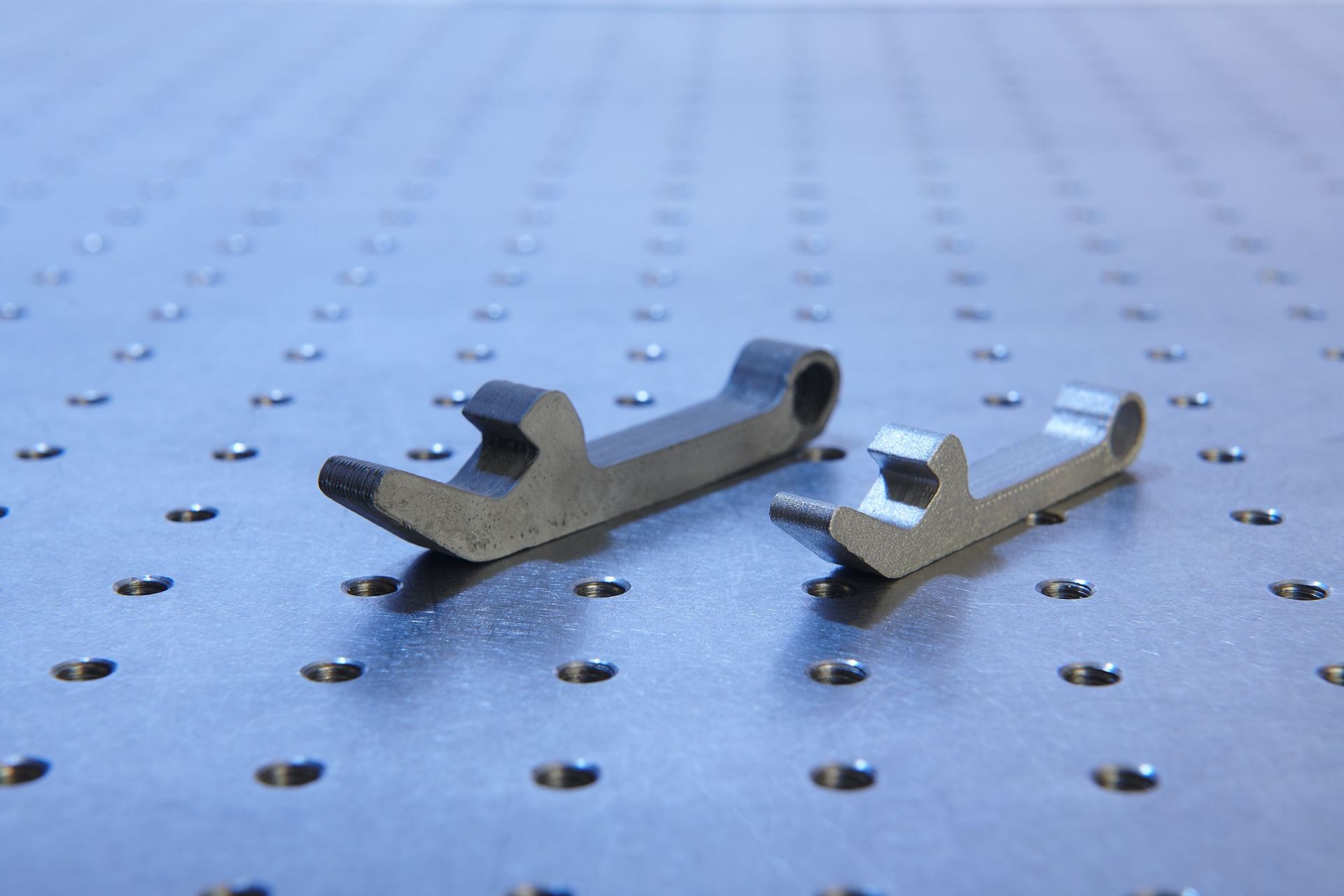
Binder jetting (left: green body, right: finished component)