

Gases for Life
TITELTHEMA
Brücke in die Zukunft der Produktion
Von der Redaktion
Vor Kurzem war er noch von einem kräftigen Hauch Futurismus umweht. Heute ist der 3D-Druck in manchen Bereichen schon Standard und wird auch mit metallischen Werkstoffen durchgeführt. Wie so oft gilt auch hier: Ohne Gase geht (fast) nichts.
Gases for Life
TITELTHEMA
Brücke in die Zukunft der Produktion
Von der Redaktion
Vor Kurzem war er noch von einem kräftigen Hauch Futurismus umweht. Heute ist der 3D-Druck in manchen Bereichen schon Standard und wird auch mit metallischen Werkstoffen durchgeführt. Wie so oft gilt auch hier: Ohne Gase geht (fast) nichts.
Darmstadt erlebte im vergangenen Herbst eine Weltpremiere. Erstmals wurde unter freiem Himmel eine Stahlbrücke durch 3D-Druck hergestellt. Zugegeben: Der zu überbrückende Wasserlauf war nicht gerade der Amazonas, sondern nur ein künstlicher Bach auf dem Gelände der Technischen Universität, und mit drei Meter Spannweite sind die Ausmaße der Brücke auch recht überschaubar.
Doch neben der erstmaligen Fertigung an einem beliebigen Ort belegte der Brückenschlag auch den Erfolg eines neuen Verfahrens. Während praktisch alle 3D-Prozesse vertikal, von unten nach oben arbeiten, wurde hier das Material auch horizontal, also seitlich angefügt. „Erst damit konnten wir den Aufbau vollständig an Ort und Stelle durchführen“, erklärt Projektleiter Thilo Feucht, wissenschaftlicher Mitarbeiter im Fachgebiet Stahlbau: „Die neue Methode verschafft uns zusätzliche Möglichkeiten der Konstruktion, auch für wesentlich größere Gebilde.“
Metalltröpfchen als Grundmaterial
Die Anfänge des 3D-Drucks, im Fachjargon additive Fertigung genannt, gehen bis in die 1980er-Jahre zurück. Zunächst war das Verfahren auf Kunststoffe beschränkt und wurde vor allem für den Bau von Prototypen und Formen genutzt. Seit Beginn dieses Jahrhunderts hält es aber auch Einzug in die Massenfertigung. In den letzten Jahren wurde es zudem für metallische Werkstoffe erschlossen. Seitdem entwickelt es sich in immer mehr Branchen und Einsatzfeldern zu einem Standardverfahren für die Produktion.
Metalle werden im 3D-Druck in Form von Pulver oder Draht verarbeitet. Während der Draht in der Regel herkömmlichen Schweißdrähten entspricht, erfordert die Herstellung der Pulver einigen Aufwand und spezielle Verfahren. Meist wird dabei flüssige Metallschmelze durch eine Düse gespritzt und in feine Tropfen verwandelt. „Die sphärische Form der Partikel macht das Pulver fließfähig“, erläutert Dr. Dirk Kampffmeyer, Experte für Schweißen und Additive Fertigungsverfahren bei Messer. „Das ist in vielen Prozessen eine entscheidende Voraussetzung dafür, dass es sich gut verarbeiten lässt.“ Um eine Oxidation des heißen Metalls auszuschließen, wird es von einem inerten Gas, in der Regel Argon, unter hohem Druck durch die Düse befördert.
Juliane Keppler, Werksstudentin an der TU Darmstadt, kontrolliert über ein Panel die Arbeit des 3D-Druckers.
Pulverbett, Sprühverfahren und Drahtzuführung
Das fertige Pulver gelangt in das Pulverbett. Das ist ein Behälter mit absenkbarem Boden, in das es schichtweise eingebracht wird. Ein rechnergesteuerter Laser- oder Elektronenstrahl erwärmt das Pulver an den vorgegebenen Stellen und löst damit eine Art Sinterprozess aus: Aus dem Pulver wird eine feste Form. Ist die Schicht fertig, senkt sich der Boden um eine Schichtdicke ab. Neues Pulver wird aufgebracht, die nächste Schicht auf die darunterliegende aufgesintert. Schicht für Schicht entsteht das Werkstück. Pulverbettverfahren können eine hohe Genauigkeit erreichen, oft ist eine Nachbearbeitung nicht mehr nötig. Die Beschränkung liegt vor allem in den Abmaßen: Die größten Pulverbetten messen 80 mal 40 Zentimeter Grundfläche. Diese Einschränkung gibt es beim Pulversprühen nicht. Hier wird das Metallpulver durch eine Düse in einen Laserstrahl gesprüht, wofür wiederum vor allem Argon verwendet wird. Vom Laser geschmolzen setzt es sich als „Raupe“ auf einer Unterlage ab. In der Regel wird dieses Verfahren zusammen mit einem Dreh-Kipp-Tisch eingesetzt. Durch Drehen und Kippen der Unterlage unter der fest montierten Düse erhält das Bauteil seine spezifische Form.
Statt eines Pulvers kann auch ein Draht in den Laserstrahl geführt werden. Draht lässt sich mit wesentlich weniger Aufwand und Kosten herstellen als Metallpulver. Neueste Entwicklungen verfügen über eine koaxiale Drahtzuführung, die ebenso wie beim Pulversprühen eine Richtungsunabhängigkeit ermöglichen. Hierbei wird ein aufgeteilter Laserstrahl im Schmelzbereich wieder zusammengeführt. Durch den Einsatz eines Drahtes kann sich die additive Fertigung auch für Teile deutlich unterhalb der höchsten Preissegmente rechnen.
Qualität und Schweiß-Know-how
Letzteres gilt erst recht für das Wire Arc Additive Manufacturing (WAAM). Dieses Verfahren entspricht im Prinzip dem bewährten MIG/MAG-Schweißen. Statt eine einzelne Naht zu ziehen, legt der Schweißroboter hier Raupe für Raupe, Schicht für Schicht aufeinander, um ein dreidimensionales Objekt zu produzieren. Dieses Verfahren haben auch die Darmstädter Brückenbauer genutzt. Ihr Rohmaterial war laut Thilo Feucht ein „Wald-und-Wiesen-Schweißdraht“, der einem gängigen Baustahl entspricht. Der Trick zum seitlichen Anfügen von flüssigem Metall, ohne dass es heruntertropft, besteht übrigens ganz einfach im Takt des Vorgehens: „Das Material muss abkühlen, bevor neues Metall angefügt wird. Deshalb haben wir die ganze Brücke in einem Sekundentakt aus einzelnen Schweißpunkten zusammengesetzt.“
Eine Gemeinsamkeit verbindet fast alle Schweiß- und Sinterprozesse: Sie können nur in einer Schutzgasatmosphäre die angestrebte Qualität erreichen. „Hier kommt unser spezifisches Know-how ins Spiel“, betont der Leiter des Anwendungsbereiches Schweißen und Schneiden Dr. Bernd Hildebrandt. „Wir kennen uns mit dem Zusammenspiel der verschiedenen Metalle und Legierungen auf der einen und den Gasen sowie Gasgemischen auf der anderen Seite aus. Das gewünschte Ergebnis erzielt man nur, wenn beides optimal aufeinander abgestimmt ist. In diesem Punkt können wir unsere Kundinnen und Kunden umfassend beraten.“
Damit das immer auf dem neusten Stand der Technik geschieht, ist Messer unter anderem Mitglied im Netzwerk des Aachen Center for Additive Manufacturing, zusammen mit einigen der größten Autohersteller und -zulieferer sowie anderer Technologieführer im Metall-3D-Druck. Außerdem nimmt Messer jährlich an der Messe Formnext teil, auf der sich Experten für diesen Bereich aus der ganzen Welt treffen. Dr. Kampffmeyer: „Additive Fertigung ergänzt die herkömmlichen Verfahren der Metallbearbeitung und wird sie teilweise ersetzen. Als Gase-Experten sind wir an der vordersten Front dieser Entwicklung beteiligt.“

Schutzgas für auskragende Strukturen
Im Gespräch mit Thilo Feucht, Maren Erven und Christopher Borg Costanzi (v.l.n.r.), Fachgebiet Stahlbau, Technische Universität Darmstadt
3D-Druck mit Metall – die wichtigsten Verfahren
Pulverbett (L-PBF/EBM)
Das Metallpulver wird hier schichtweise mit einem Laser- oder Elektronenstrahl gesintert. Es sind beliebige Geometrien möglich, zudem ist das Verfahren sehr genau – Nacharbeiten sind kaum oder gar nicht nötig. Nachteile sind die begrenzte Größe der Objekte (max. ca. 50x50 cm) sowie der relativ langsame und kostenintensive Druckprozess.
LMD mit Drahtzuführung (LMD-Wire)
Bei diesem Verfahren wird Draht in einen geteilten Laserstrahl geführt und von diesem geschmolzen. Das Verfahren ähnelt dem Pulverspray und ist entsprechend kostengünstig.
Pulverspray (LMD-Powder)
Hier wird Metallpulver in den Laserstrahl gesprüht und darin geschmolzen. Das Verfahren ist – im Vergleich zum Pulverbett – schneller und kostengünstiger, aber weniger präzise. Es erlaubt größere Objekte bei Einschränkungen in der Geometrie.
Lichtbogenverfahren (WAAM)
Das Wire Arc Additive Manufacturing entspricht im Prinzip dem MIG/MAG-Schweißprozess. Es eignet sich für große Objekte bei geringerer Präzision, verursacht aber eventuell Nacharbeit. Das Verfahren ist kostengünstig und schnell.
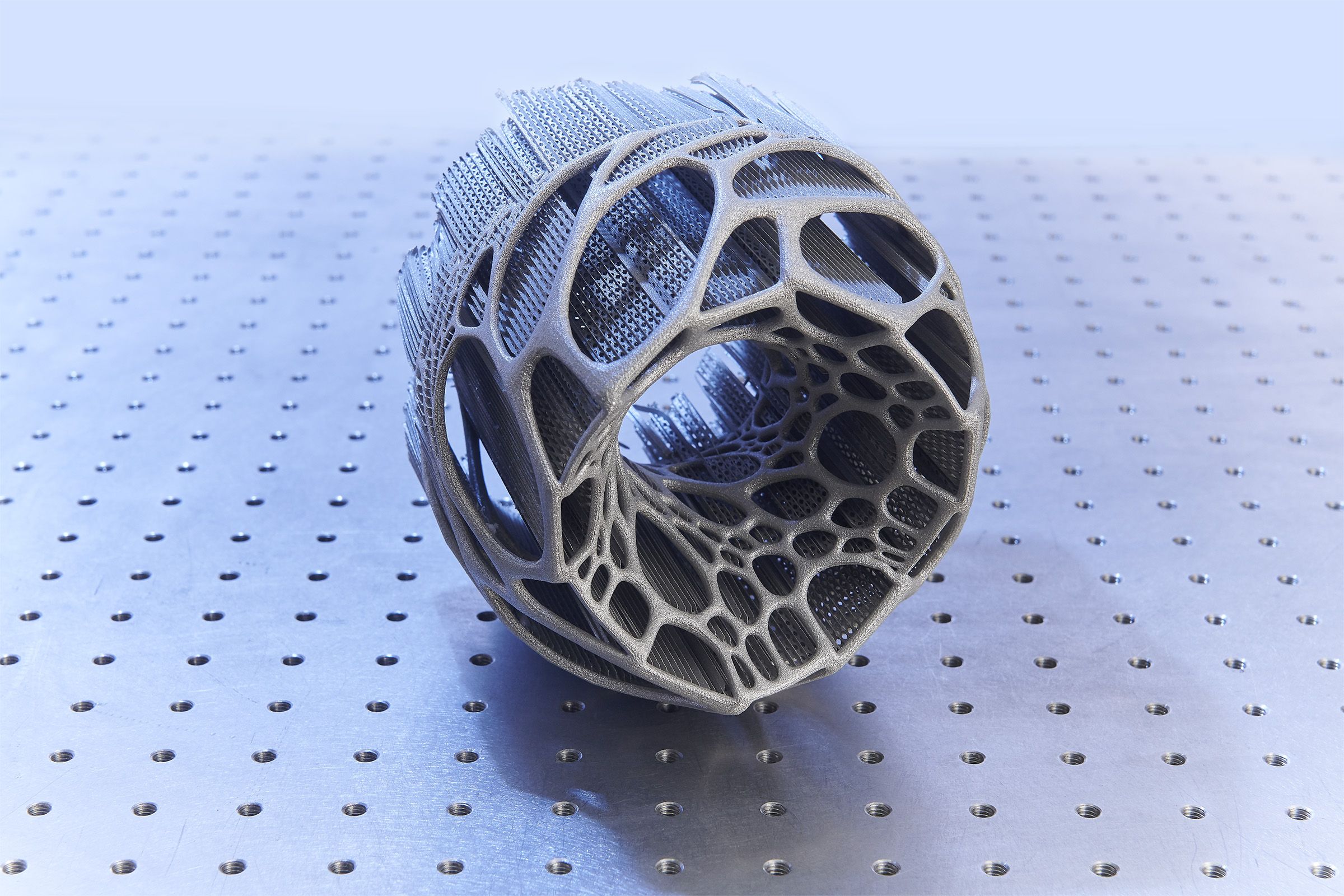
3D-Bauteil aus dem Pulverbett
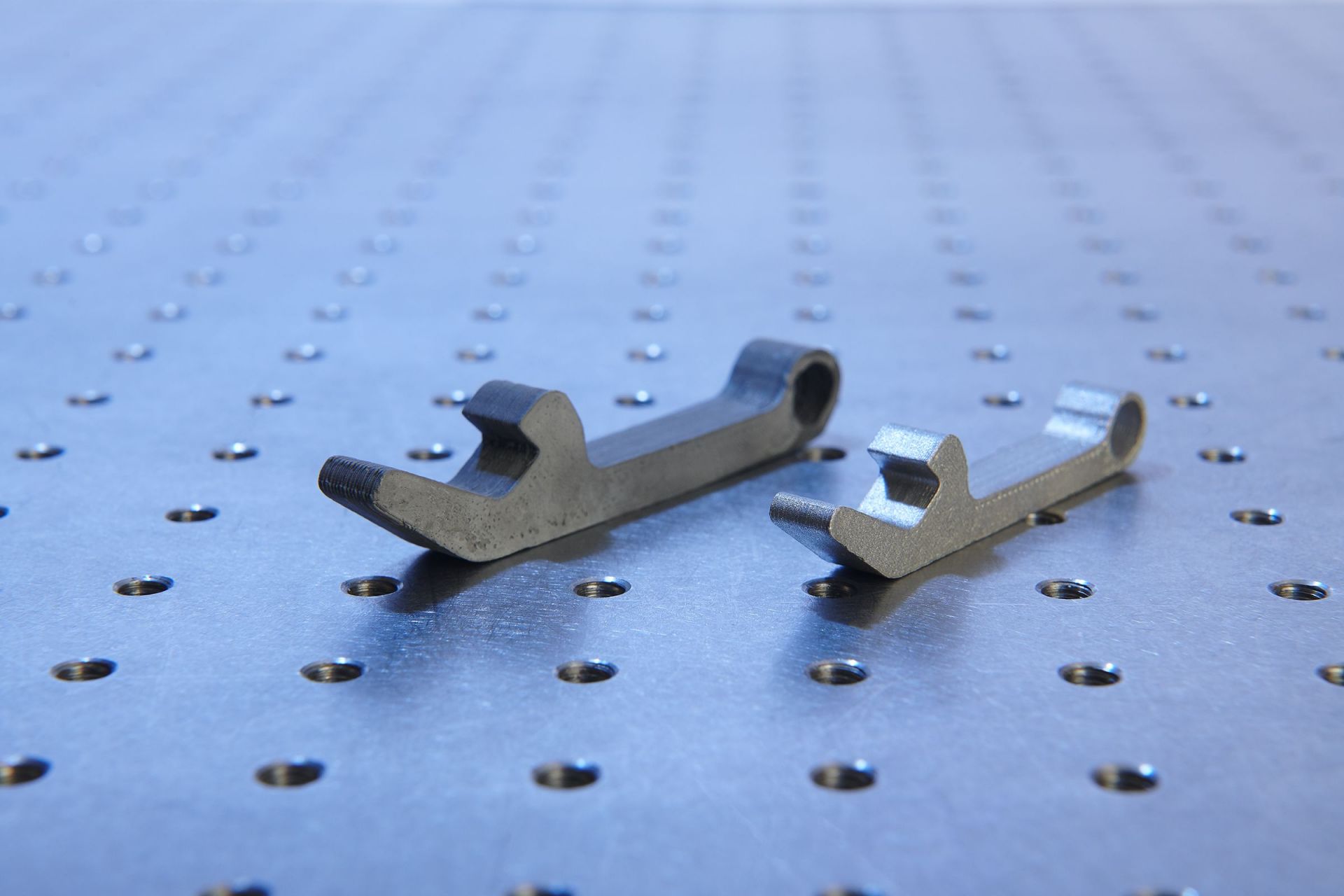
Binder Jetting (links: Grünling, rechts: fertiges Bauteil)