
By: Nadia Eboa Songue and Dirk Reuter, Messer SE
Reading time: 5 Minutes
◤ COVER STORY
ASUs in electricity-saving mode
To recover industrial gases, air must be separated into its components during an energy-intensive process. Messer is now implementing specially fine-tuned control systems in its production units in order to optimize this process and save energy.
Without industrial gases, our world would look very different. For example, there would be neither usable welding connection for microelectronics, nor sheet metal in the requested quality for modern cars. We would also miss gases in medicine as well as in wastewater treatment and in fire and explosion protection. Moreover, industrial gases can often help us protect the environment too. They reduce energy consumption in industrial furnaces, replace toxic acids, and enable us to recover valuable raw materials through recycling. Before we can use them for these widely varied and useful purposes, we must first “produce” industrial gases. The term is somewhat misleading, because most industrial gases are not artificially manufactured, but rather already exist. We “only” have to separate them from the surrounding air. Three of the most widely used industrial gases make up the largest share of our atmosphere: nitrogen, oxygen, and argon.
Cold separates gases
The air separation process uses the different boiling points of the various constituents of air to separate them from one another. Basically, the air is cooled down to the point where its components – one after the other, each at a different temperature – transition to liquid, making it possible to separate them from the gas mixture. The cooling process works essentially like any normal freezer: the air is first compressed to high pressure and then expanded. During the associated pressure reduction, the air cools down. In the air separation unit (ASU), this process is used to attain extremely low temperatures in the “cryogenic” range. The boiling point of oxygen is -183 degrees Celsius, and the boiling point of nitrogen is -196 degrees Celsius!
❝
Ideally, we want to closely match our gas production rate to the customer’s fluctuating consumption.
Dirk Reuter, responsible at Messer for optimizing energy consumption in production

Liquid or gaseous?
Cryogenic ASUs can produce gases in a liquid or gaseous state. Liquefied gases are filled into tanks and transported to the consumer by truck. Major customers, like steelworks and large chemical companies, need so much gas that the only conceivable way to supply them is via pipeline. “Such operations are connected directly to the ASU,” explains Dirk Reuter, who is responsible for optimizing energy consumption in production at Messer. “They consume gases continuously for their production processes. However, the quantities consumed fluctuate according to their process requirements.
It is a lot like supplying electrical power, where the output of the power plant is increased or decreased to match power consumption. Apart from a small buffer, we cannot store the gaseous product – much like electrical power. When we produce too much, we ultimately have no choice but to release it to the atmosphere, and then the energy we have used goes to waste. So, ideally, we want to closely match our gas production rate to the customer’s fluctuating consumption.” And this also determines the contours of how to save energy: the closer the gas production rate matches the customer’s consumption, the more efficient the air separation.

❝
Fluctuations in consumption on the customer side often occur on short notice, so it’s not possible to adjust all the elements fast enough ‘by hand’.
Nadia Eboa Songue, Project Manager Advanced Process Control
Compressor as key element
After the air compression and expansion, the processing steps of gas production include filtering, precooling, pumping, and recycling of some product streams. The lion’s share of the energy used in the ASU is consumed by the main component of the unit: the compressor. Its power consumption is the decisive parameter. It is located at the “front” of the process where the ambient air is drawn in. “We obviously don’t want to risk failing to provide enough gas to the customer,” says Nadia Eboa Songue, Project Manager Advanced Process Control. Her role focuses on process control optimization and saving energy. “When in doubt, we prefer to accept a certain amount of surplus production.
If the unit is controlled by operators, we don’t really have a choice. Fluctuations in consumption on the customer side often occur on short notice, so it’s not possible to adjust all the elements fast enough ‘by hand’.” The compressor power may be a decisive part of the process but about a dozen or more other parameters must be fine-tuned to keep the unit running well and supply the desired quality of gas. This involves things like valve positions, temperatures, pressures, and flow rates in sub-processes. Optimizing them all every few minutes is hardly possible with manual control. The only practical solution is a software-based automated control system. Here Messer is optimizing the control of the plant with a software that was specifically developed for this purpose.
Doubly efficient
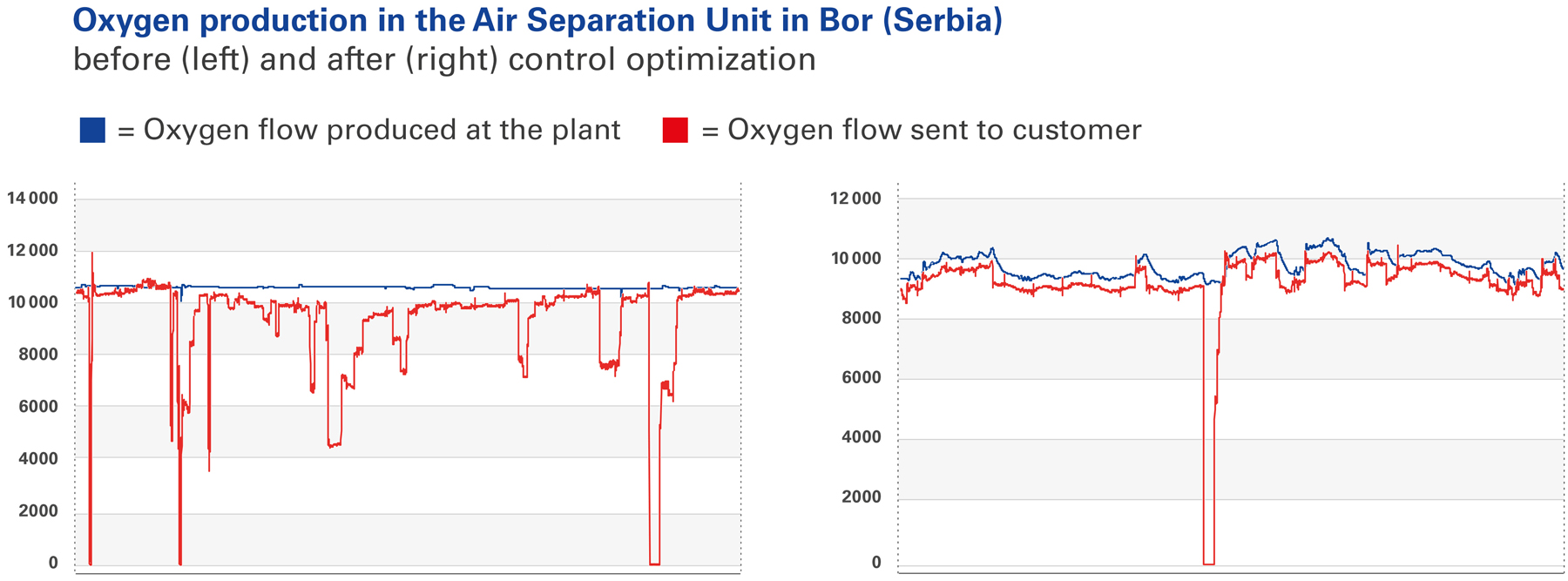
Along with improved efficiency, it provides a welcome secondary benefit: technicians can take care of maintenance, logistics and other important tasks instead of endlessly sitting at the display screen of control panel. “We carried out our pilot project at our site in Smederevo, Serbia, in 2019,” says the project manager. “By the end of 2021, we’ve been working on 15 plants in Europe and Asia with 10 ASUs completely optimized with our software. Six more ASUs are scheduled for this year. In Smederevo, for example, an oxygen compressor is used to compress oxygen from the ASU and feed it into the customer’s pipeline. The optimized control system enabled us to significantly reduce the amount of energy used when the rates of compressed oxygen are low. This improvement means that the compressor consumes considerably less energy now. The annual savings at this location alone are on the order of 200,000 euros. In Bor, another site in Serbia, sometimes we release up to 50 percent less oxygen to the atmosphere thanks to the optimization. The energy cost savings there are around 110,000 euros per year. “Reduced electrical power costs are a parameter that we can easily measure,” explains Nadia Eboa Songue. “The reduction in our CO₂ footprint, on the other hand, is something we can only determine indirectly. At a plant like Smederevo, we estimate that we prevent the release of about 1,500 tons per year of carbon dioxide to the atmosphere thanks to our software process optimization. With every unit we optimize, our CO₂ footprint shrinks further.”