

Gase nutzen
Entgraten von Gummi- und Plastikteilen
gas aktuell Nr. 5, 1984
Foto: Formteile, geeignet für die Entgratung mit flüssigem Stickstoff
Gase nutzen
Entgraten von Gummi- und Plastikteilen
gas aktuell Nr. 5, 1984
Foto: Formteile, geeignet für die Entgratung mit flüssigem Stickstoff
Beim Pressen oder Spritzen von Gummiformteilen wird auch in die Trennfuge der Preßform eine mehr oder weniger dünne Gummischicht, „Austrieb“ oder „Grat“ genannt, herausgepreßt und ausvulkanisiert. Bei Mehrfachformen verläuft dieser Austrieb von Form zu Form und bildet das sogenannte Fell, wodurch das Ausformen der einzelnen Preßteile wesentlich erleichtert wird.
Dieser Austrieb wird seit etwa 5 Jahren durch sogenannte „Eisentgratung“ mit Trockeneis oder flüssiger Kohlensäure als Kühlmittel versprödet und maschinell entgratet. Durch die ständig an Umfang zunehmende Verarbeitung neuer Gummimischungen mit Versprödungstemperaturen von minus 70 bis minus 150 ºC war jedoch die Anwendungsgrenze dieser beiden Kältemittel erreicht. Flüssiger Stickstoff mit minus 196 ºC löst dieses Problem.
Warum flüssiger Stickstoff für die Entgratung?
Bei atmosphärischem Druck hat flüssiger Stickstoff eine Siedetemperatur von minus 195,8 °C. Kommt er mit einem wärmeren Gegenstand in Berührung, so wird diesem momentan Wärme entzogen, der Stickstoff beginnt zu sieden bzw. zu verdampfen. Dieser Vorgang kann mit dem Sieden von Wasser verglichen werden, in welches z. B. glühendes Eisen getaucht wird.
Eine andere Eigenschaft des flüssigen Stickstoffs ist die große Volumenausdehnung bei der Verdampfung. Aus einem Liter flüssigem Stickstoff entstehen etwa 700 NI Gas. Dadurch treten beim Versprühen und Verdampfen sehr hohe Gasgeschwindigkeiten auf, die in Verbindung mit den sehr tiefen Gastemperaturen einen guten Wärmeübergang zwischen zu kühlendem Gut und Gas bewirken.
Da sich beim Auftreffen eines Stickstoff-Tröpfchens auf das Formteil zwischen kaltem Tropfen und warmem Formteil eine Gasschicht bildet (Leidenfrostsches Phänomen), die den Wärmeübergang reguliert, kann es im Gegensatz zum Arbeiten mit Kohlensäureschnee am Formteil örtlich nicht zu unterkühlten und damit bruchanfälligen Stellen kommen. Inzwischen ist die Anwendung von Stickstoff zur Gummientgratung in Deutschland Stand der Technik.
Einfluß des Austriebs auf die Entgratung
Von wesentlichem Einfluß auf die Qualität und Zeit der Entgratung ist die Beschaffenheit des Austriebes bzw. der Bruchstelle. Deren Dicke soll etwa 0,5 mm möglichst nicht überschreiten. Auch der Übergang zum Formteil darf nicht verlaufend sein, da sonst der Austrieb sehr schlecht bzw. ungleichmäßig vom Formteil abbricht. Ein gleichmäßiges Abbrechen wird oftmals durch Anbringen einer Sollbruchstelle erreicht, indem man in der Preßform parallel zur Formenkante eine Abpreßnute anbringt. Diese sollte so dicht wie möglich an die Formenkante gelegt werden und mindestens zwei- bis dreimal so dick wie der zwischen Formkante und Nut liegende Steg (Sollbruchstelle) sein. So kann der gesamte Austrieb in gefrorenem Zustand in einem Stück ausbrechen, wodurch eine sehr gleichmäßig entgratete Formteilkante entsteht, die nicht mehr bearbeitet werden muß.
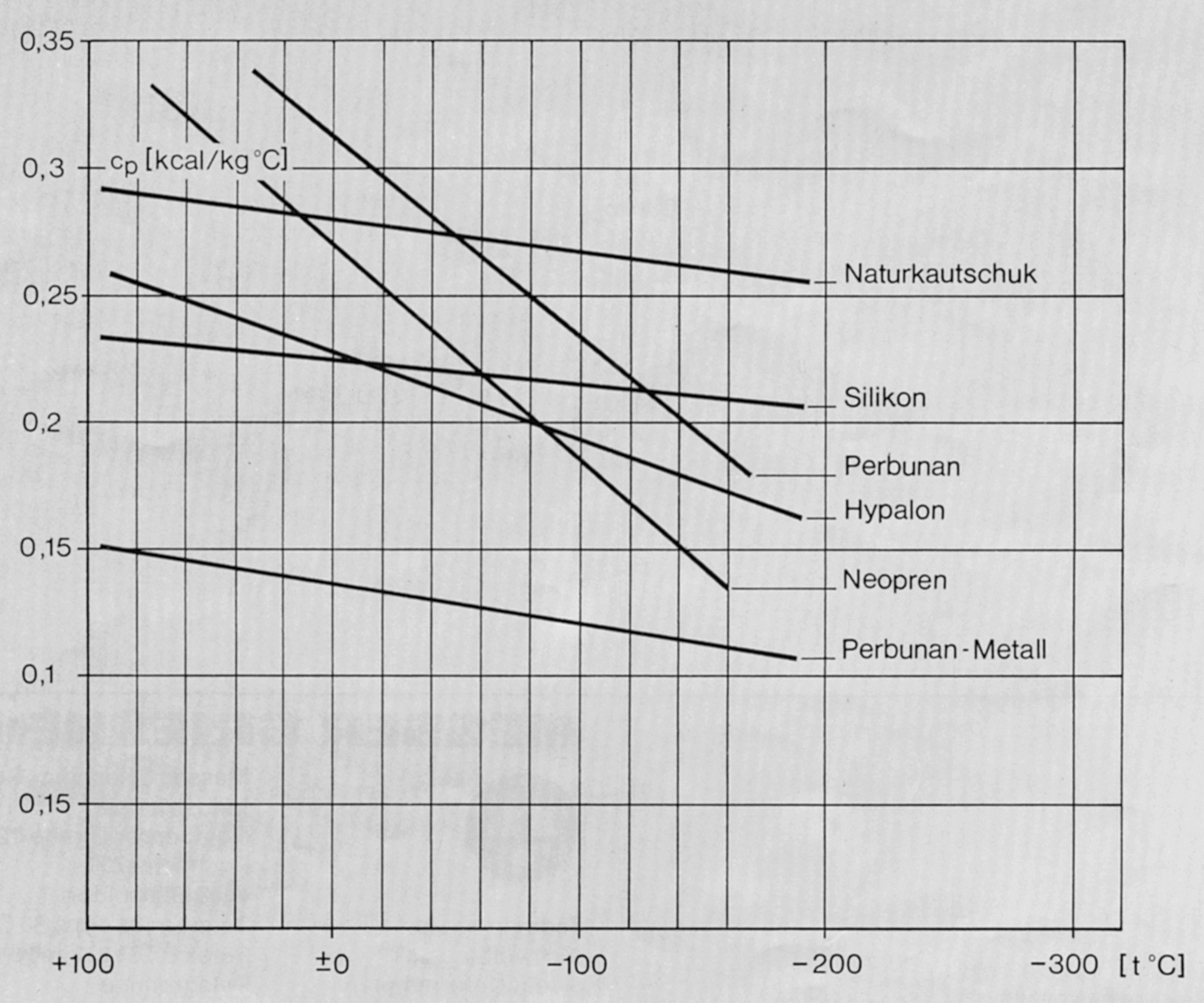
Richtwerte für spezielle Wärmen einiger Gummimischungen
Entgratungsarten
Entgratet wird entweder aufgrund der Schwerkraftwirkung in sogenannten Trommelmaschinen oder durch Beschuß mit Millionen feiner Stahlkiespartikel oder Kunststoffpartikel in sogenannten Strahlmaschinen.
Die vollautomatischen, meist 6- bis 8-eckigen Entgratungstrommeln drehen sich um ihre Längsachse. Das Verhältnis von Durchmesser zu Länge hat etwa den Wert 2, um eine ausreichende Fallwirkung zu erzielen. Die Wellenstümpfe sind hohl, damit auf der einen Seite der flüssige Stickstoff mit 1 bis 4 bar eingesprüht und auf der anderen Seite das entstehende Gas abziehen kann. Ein Düsensystem sorgt für gleichmäßige Verteilung der Kälte auf die Formteile.
Für Verarbeiter mit niedrigen Kapazitäten wurde die kleinste dieser Maschinen entwickelt. Die Versorgung mit flüssigem Stickstoff übernimmt der daneben stehende superisolierte Kleinbehälter. Strahlmaschinen eignen sich für hochwertige Präzisionsformteile wie z. B. O-Ringe, Staubschutzkappen, Wellendichtungen und Hydraulikmanschetten. Diese erfordern eine maßgenaue und schonende Entgratung ohne Gratreste und ohne Beschädigung der Formteile.
Zur Zeit gibt es dafür drei verschiedene Anlagentypen:
- Auf einem offenen Raupenband werden die abgekühlten Formteile umgewälzt und von oben über ein Schleuderrad mit Stahlkies beschossen.
- Die Formteile in einer Trommel mit um 45º gegen die Horizontale geneigter Drehachse werden von einem über der oberen Öffnung angebrachten Schleuderrad beschossen.
- Ein drehender Teller wälzt die gekühlten Formteile, um die von einem in der Mitte angeordneten Schleuderrad beschossen werden.
Alle Anlagen sind in einem auf ca. minus 20 ºC gekühlten wasserdampfdichten Gehäuse untergebracht, damit der arrondierte Stahlkies (Körnung 0,4 bis 0,8 mm) rieselfähig bleibt und nicht durch frierende Feuchtigkeit verklumpt. Bei den Anlagen 1 und 2 sorgt ein Becherwerk für den Stahlkieskreislauf und eine Siebtrommel für das Aussieben der abgeschossenen Grate. Das System 3 ist von Messer Griesheim patentiert. In dieser Anlage kann wahlweise auch Kunststoffgranulat (Körnung 2 x 3 mm) als Strahlmedium eingesetzt werden, das über ein Zeilenrad gefördert wird. Der wesentliche Unterschied liegt in den Investitionskosten. Die Messer Griesheim Cryogen®-Jet-Anlage ist am preiswertesten.
Kältemittelverbrauch
Dieser hängt von der spez. Wärme der Gummimischungen ab. Überschlägig liegt der Kältemittelverbrauch in Trommelmaschinen zwischen ca. 3 bis 1 kg flüssigen Stickstoff/kg und bei Strahlmaschinen zwischen 1 und 4 kg flüssigen Stickstoff/kg.
Neuentwicklungen
Die Neuentwicklung der Strahlmittelmaschine (DBP 2 159 838) mit Kunststoffgranulat und die Erarbeitung der Verfahrenstechnik mit Stahlketten anstelle von Zuschlagstoffen in Trommelmaschinen durch die Anwendungstechnische Abteilung von Messer Griesheim stellt einen wesentlichen Beitrag zur weiteren Rationalisierung der Formteilentgratung dar.
Für die kontinuierliche Entgratung unter Einsatz von Flüssigstickstoff von Profilschnüren, SchutzIeisten und anderen großvolumigen Formteilen befinden sich zur Zeit Anlagen in der Entwicklung.